The Demise of Complex, Cross-Drilled Fluidic Manifolds
Fluidic Manifolds

Cross – Drilled Manifolds
The traditional way to manufacture fluidic manifolds is to cross-drill the channels and valve seats from multiple faces and angles, ensuring the holes intersect where required. Any unwanted holes created to make the channels are then plugged with various methods, mainly cemented plugs for plastic, and threaded, screw-locked plugs or welding for metals.
Whilst relatively simple cross-drilled manifolds are straight-forward to manufacture and cost effective, more complex assemblies can create design and manufacturing issues as listed below:
Straight Lines
Intersections
Deep Holes
Contaminants
Channel Shape & Finish
Volumes
Microfluidics

High Accuracy Diffusion Bonded Plastic Manifolds
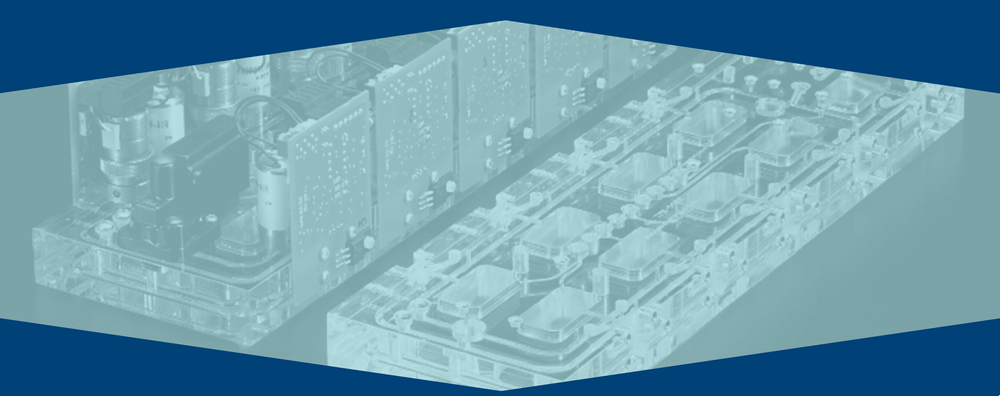
The best alternative to the more complex, cross-drilled manifolds, is diffusion bonded plastic manifolds, which can be used for the majority of applications currently using metal or plastic. High Accuracy Bonding (HAB) techniques used by Carville, are based on advanced diffusion bonding and can eliminate all of the design and manufacturing issues above and also offer much more. They have been successfully used for over 30 years, especially in medical and life science applications, and are now being far more widely adopted for their superior performance and flexibility. The manufacturing process involves machining channels, holes and shapes in multiple plastic layers and then bonding them together to create multiple, three dimensional fluid paths in a single manifold component. The bond is at a molecular level with similar properties to the parent material and does not involve any adhesives. Post bonding machining is then used to create valve fixings, connector and other component fittings.
A number of different plastics can be used, including Acrylic / Plexiglas / Lucite (PMMA) and Ultem (PEI). The advantages compared to cross-drilled methods are as follows:
Channel Paths
Intersections
Deep Holes
Contaminants
Channel Shape & Finish
Volumes
Microfluidics
Complexity
Bonded Components

Three Dimensional Printed manifolds
sales@carville.co.uk
www.carvilleplastics.com
Tel +44 (0) 1306 881681