 Specialist skills and experience are required to accurately CNC machine Acrylic (milling and turning) to maintain tolerances and surface finishes. Acrylic glass, PMMA (PolyMethyl MethAcrylate) whose brands include Perspex, Plexiglas, Acrylite and Lucite, is a rigid, transparent thermoplastic material. Only cell cast Acrylic should be used for CNC machining as this is the highest grade, much more stable than extruded or moulded Acrylic, and therefore the only real choice for precision CNC machining Acrylic to retain accuracy.
Specialist skills and experience are required to accurately CNC machine Acrylic (milling and turning) to maintain tolerances and surface finishes. Acrylic glass, PMMA (PolyMethyl MethAcrylate) whose brands include Perspex, Plexiglas, Acrylite and Lucite, is a rigid, transparent thermoplastic material. Only cell cast Acrylic should be used for CNC machining as this is the highest grade, much more stable than extruded or moulded Acrylic, and therefore the only real choice for precision CNC machining Acrylic to retain accuracy.
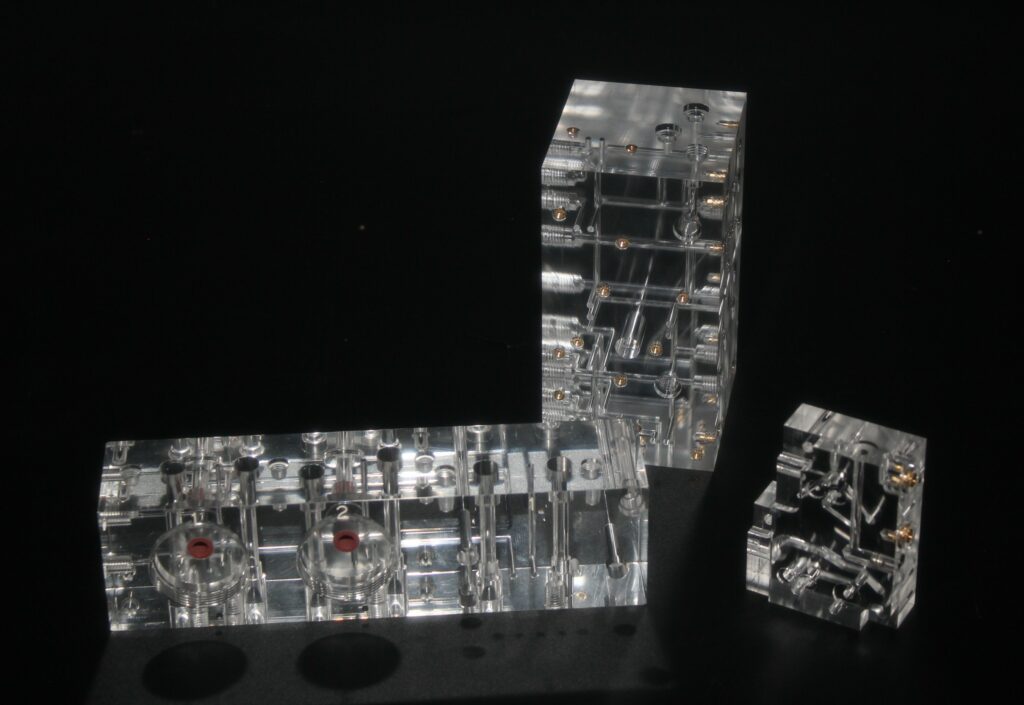
Acrylic PMMA has a high level of transparency, similar to glass, good impact resistance and is biocompatible for most medical applications. Due to its optical qualities, with precision CNC turning and polishing, it is also widely used for lenses, light guides and many optical devices.
Acrylic Heat treatment
Robust Acrylic heat treatment before and after CNC machining is vital to maintain dimensional accuracy and avoid cracking and crazing. It must firstly be Normalised close to the glass transition temperature for a period of time, depending on the thickness, then gradually cooled prior to any CNC machining. After Acrylic CNC machining or any other processes that induce stress in the material, such as polishing, it must be annealed to reduce this stress again. More for details see Heat Treatment.
Acrylic CNC Machining Expertise
Work Holding
 Selecting the correct work holding for CNC machining, especially milling, is important to optimise efficiency, reducing human intervention and preserving surface finishes. For example, if a fully optically clear Acrylic part is required, with surface finishes around Ra 0.05 that has features within the surface, then the block needs to be diamond milled and polished before final CNC machining. If this is the case, very careful handling and work holding is required to avoid scratching the part. As well as traditional vices, multi-vices and chick vices, Carville often design and machine bespoke work holding fixtures to optimise the Acrylic CNC machining, including vacuum fixtures to pneumatically hold down parts on vacuum beds to allow access to five sides of the block. A good way to CNC turn lenses, it to use vacuum fixtures to securely hold the part whilst machining complex optical profiles.
Selecting the correct work holding for CNC machining, especially milling, is important to optimise efficiency, reducing human intervention and preserving surface finishes. For example, if a fully optically clear Acrylic part is required, with surface finishes around Ra 0.05 that has features within the surface, then the block needs to be diamond milled and polished before final CNC machining. If this is the case, very careful handling and work holding is required to avoid scratching the part. As well as traditional vices, multi-vices and chick vices, Carville often design and machine bespoke work holding fixtures to optimise the Acrylic CNC machining, including vacuum fixtures to pneumatically hold down parts on vacuum beds to allow access to five sides of the block. A good way to CNC turn lenses, it to use vacuum fixtures to securely hold the part whilst machining complex optical profiles.
Speeds and Feeds
Acrylic is very susceptible to burning with CNC machining and unlike opaque plastics, burn marks are clearly visible and not acceptable. Therefore, milling and drilling speeds must be carefully selected, and pecking programs implemented to ensure a smooth finish with the use of adequate coolant. CNC cutters must also be kept sharp to avoid overheating parts and causing damage or tolerance drift. Combined with correct heat treatment, it is possible to take significant rough cuts on parts to speed up the CNC machining followed by final finishing cuts.
Tolerances in Precision CNC Machining of Acrylic
The relatively high thermal coefficient of thermal expansion of Acrylic compared to metals gives an extra challenge to achieving very tight tolerances in parts with precision CN machining. As well as the correct Acrylic heat treatment before and after machining, care needs to taken on the CNC machining and quality control environment to control and understand temperature effects. Typical tolerances of +/- 0.05 of even tighter can be achieved for particular features. This does require regular in-process measurements, either using in-tooling probing on the CNC machine or separate CMM systems to avoid drift.
If you wish to know more about CNC Machining options of Acrylic including finishing options please Contact Us at Carville.